Condições Imperdíveis da Black November Aqui! 🔥
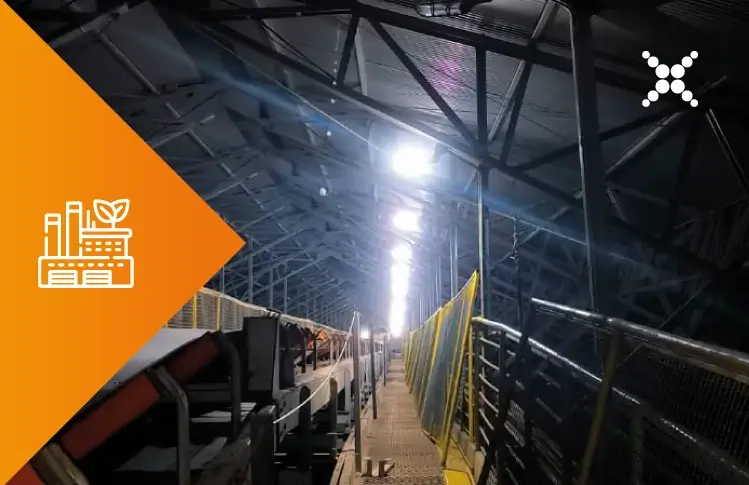
Al planificar la iluminación de una industria de alimentación y bebidas, hay que tener en cuenta algunos factores importantes según el ámbito de aplicación. Una iluminación industrial cuidadosamente planificada reduce el riesgo de accidentes, como la caída de cristales rotos sobre las personas o los alimentos.
Pero, ¿cómo saber qué opción es la ideal para estos entornos?
En las zonas de lavado de la industria alimentaria, es esencial optar por luminarias LED y otros accesorios con las protecciones adecuadas. Por ejemplo, cuando haya productos expuestos, como carne, asegúrate de que el equipo tiene la protección adecuada para zonas de lavado. Ten en cuenta también los requisitos y normas del reglamento de iluminación para estas zonas.
En los pasillos de los almacenes, la iluminación LED en la opción lineal es una opción excelente por su gran durabilidad, su iluminación natural y homogénea y su alto índice de luminosidad. También puede ser una opción muy económica, ya que permite instalar detectores de movimiento en las luminarias, de modo que cuando las carretillas elevadoras circulan por los pasillos, la iluminación se vuelve más brillante y se atenúa una vez han pasado los vehículos.
Mayor vida útil de las luminarias: las luminarias LED de empresas fiables duran hasta 10 años antes de requerir sustitución. Esto permite instalarlas en lugares de difícil acceso, como encima de los equipos, sin preocuparse de interrumpir los programas de producción.
Bajos costes de mantenimiento – Debido a la mayor vida útil de la luminaria, la iluminación LED requiere menos mantenimiento que otros tipos de iluminación, lo que permite que tu planta siga funcionando con menos interrupciones del personal de servicio.
Capacidad para soportar condiciones frías: la iluminación LED funciona especialmente bien en condiciones frías, como los almacenes de congelados, a diferencia de la iluminación fluorescente, que es más sensible a las temperaturas extremadamente bajas, provocando averías.
Teniendo en cuenta todos estos factores fundamentales a la hora de elegir la luminaria LED ideal, lo cierto es que el coste no debería ser la cuestión más importante a la hora de realizar una compra, ya que, a largo plazo, una iluminación ineficiente puede representar grandes costes para la industria, tanto en términos de consumo energético como de sustitución y mantenimiento de luminarias y otros elementos del sistema. Por eso, invertir en iluminación LED de alto rendimiento es la mejor opción que sólo pueden ofrecer las empresas cualificadas que entienden de iluminación de calidad.
Descubre las luminarias Conexled adecuadas para la iluminación de la industria alimentaria:

Las luminarias LED industriales herméticas del Boracéia garantizan resistencia, versatilidad y óptimo rendimiento para aplicaciones en la industria alimentaria, ahorrando energía y reduciendo sustancialmente los ciclos de mantenimiento. La instalación de este producto es directamente en el techo o perfil, apto para su uso en lugares sujetos a gases no inflamables, polvo, vapores y polvos, o zonas que requieran una limpieza continua con agua, ya que tiene un grado de protección IP66.
El Itararé es seguro para instalaciones alimentarias, ya que ha sido diseñado para su uso en áreas clasificadas en las Zonas 2, 21 y 22, con un tipo de protección Ex nC nR, sin necesidad de realizar una prueba de respiración restringida sobre el terreno en el momento de la instalación. Tiene un cuerpo de aleación de aluminio inyectado de alta resistencia mecánica y a la corrosión, con disipación térmica eficaz, que garantiza una mayor vida útil del LED y de la fuente de alimentación (driver).

La luminarias industriales High Bay de la gama Picinguaba La gama Picinguaba de Conexled ofrece un rendimiento, versatilidad y robustez óptimos para aplicaciones en almacenes, trasteros, hangares e instalaciones colgantes de hasta 15 metros de altura. Con su sensor de luz inteligente, la gama Picinguaba ahorra hasta un 40% en comparación con las luminarias Led tradicionales de gran altura. El usuario puede fijar la intensidad de luz que desea en la estancia y la luminaria compensará automáticamente la luz exterior (por ejemplo, naves con claraboyas o ventanas laterales), reduciendo el consumo durante el día, sin oscurecer la estancia ni salirse de la norma.
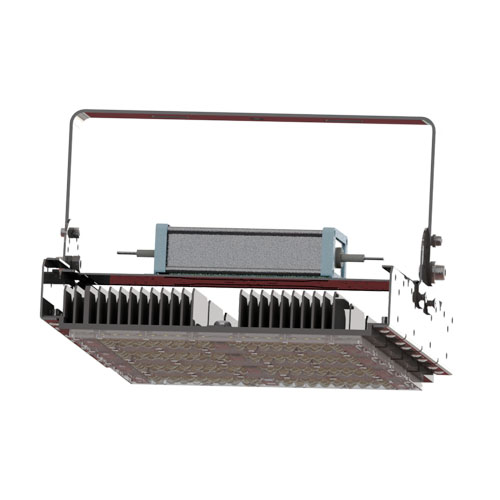
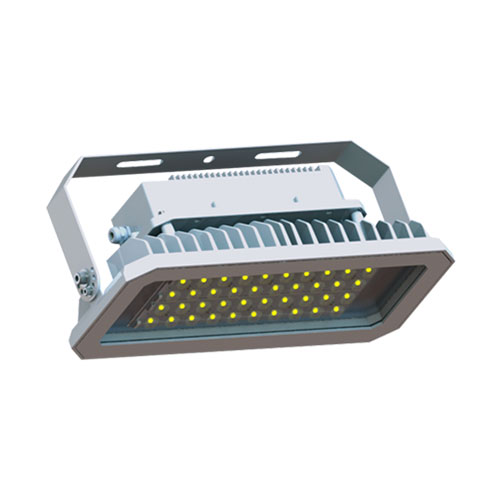
El proyectores LED Indaiá cuentan con un sistema modular que facilita su mantenimiento y proporciona un rendimiento óptimo para la iluminación de zonas de llenado y producto acabado. Con un diseño moderno y atrevido y una gran resistencia mecánica, la línea destaca por su fácil instalación y su bajo peso.
Haz clic aquí para ver y ver más opciones de iluminación para la industria alimentaria.